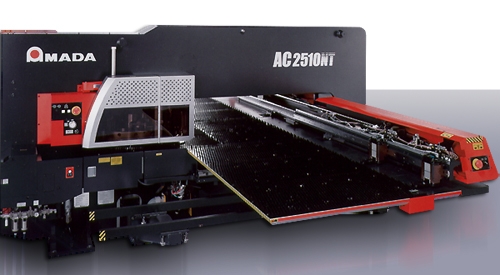
- область обработки без учета репозиций 1270х2500 мм
- максимальная толщина обрабатываемых материалов:
- углеродистая сталь – до 3,0 мм
- нержавеющая сталь – до 2,0 мм
- алюминиевые сплавы – до 5,0 мм
- точность позиционирования - +/- 0,1 мм
Формы инструмента

МЗ «Синергия» предоставляет услуги по выполнению задач любой сложности в штамповке (пробивке) листового металла благодаря широкой линейке стандартизированного пробивочного инструмента, а также большому разнообразию дополнительных инструментов.
Основные формы
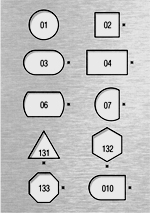
Специальные одиночные формы
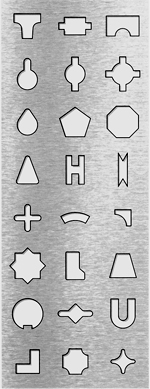
Полустандартный инструмент холодной штамповки для специальных одиночных форм – имеет преимущество перед специальным инструментом по показателю экономической выгоды. Имеет широкую линейку различных форм. На рисунке показана лишь часть из них.
Специальные групповые формы
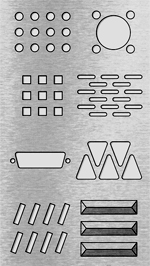
Одинаковые или различные инструменты для холодной штамповки, соединенные в единый элемент, формируют специальный инструмент с высокой эффективностью, который экономит время для производства, так как один ход такого инструмента в координатном прессе влечет за собой изготовление нескольких форм за раз.
Специальный инструмент для тиснения и чеканки
 Насадка для чеканки позволяет выполнять отверстия под резьбу или уплотнительные втулки трубы.
Насадка для чеканки позволяет выполнять отверстия под резьбу или уплотнительные втулки трубы.
 Инструмент для чеканки с краевым выступом используется для формирования углублений с определенными размерами или отверстий под головку винта.
Инструмент для чеканки с краевым выступом используется для формирования углублений с определенными размерами или отверстий под головку винта.
 Данный инструмент используется для формирования углублений под винты с потайной головкой
Данный инструмент используется для формирования углублений под винты с потайной головкой
 Данный инструмент используется для формирования углублений под винты с потайной головкой. При этом нижняя поверхность листа остается плоской. Максимальная величина углубления составляет, в зависимости от материала, 60 – 80% толщины листа.
Данный инструмент используется для формирования углублений под винты с потайной головкой. При этом нижняя поверхность листа остается плоской. Максимальная величина углубления составляет, в зависимости от материала, 60 – 80% толщины листа.
 Мостиковый инструмент. С его помощью за один рабочий ход создается форма мостика. Мостики могут использоваться как завесы, опоры или направляющие.
Мостиковый инструмент. С его помощью за один рабочий ход создается форма мостика. Мостики могут использоваться как завесы, опоры или направляющие.
 Открытый профиль типа "жабры" используется для направления воздуха в требуемую сторону. Они не подходят для использования с наружной стороны изделия.
Открытый профиль типа "жабры" используется для направления воздуха в требуемую сторону. Они не подходят для использования с наружной стороны изделия.
 "Жабры" с замкнутым профилем предназначены для использования с наружной стороны изделия.
"Жабры" с замкнутым профилем предназначены для использования с наружной стороны изделия.
 Инструмент выдавливает на листе металла форму, которая остается скрепленной с остальной частью листа перегородками по своему периметру. Стандартная толщина "мостика" составляет 1,5 – 2 х толщины листа. Количество перегородок зависит от размера и формы.
Инструмент выдавливает на листе металла форму, которая остается скрепленной с остальной частью листа перегородками по своему периметру. Стандартная толщина "мостика" составляет 1,5 – 2 х толщины листа. Количество перегородок зависит от размера и формы.
 Желобки придают листовому материалу жесткость. Бесконечные желоба можно изготовлять методом вырубки. Для получения приемлемых желобов внутренний радиус должен превышать 2 толщины листа.
Желобки придают листовому материалу жесткость. Бесконечные желоба можно изготовлять методом вырубки. Для получения приемлемых желобов внутренний радиус должен превышать 2 толщины листа.
 Данный инструмент используется для создания Z-образных участков на листе. С помощью вырубки можно формировать данный профиль в различных формах и размерах.
Данный инструмент используется для создания Z-образных участков на листе. С помощью вырубки можно формировать данный профиль в различных формах и размерах.